
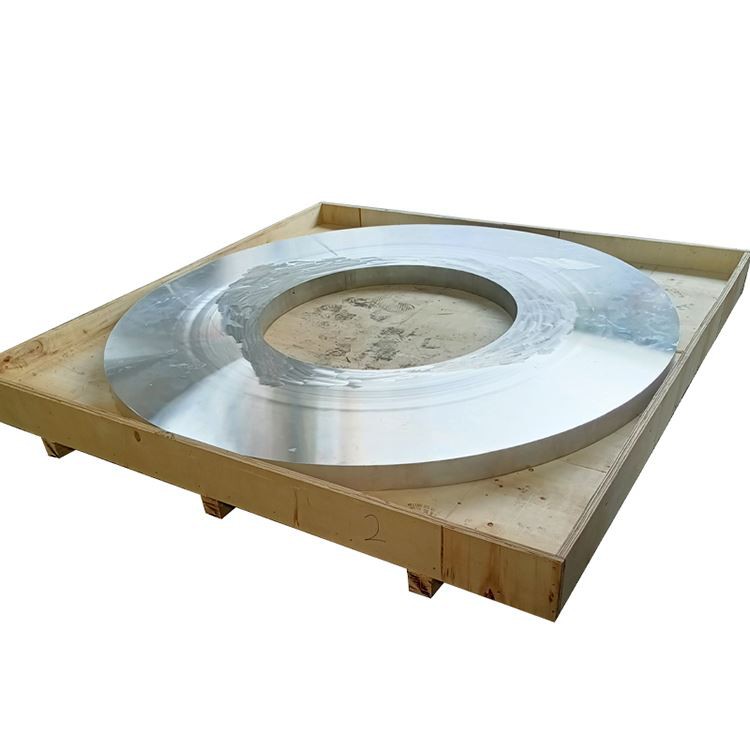


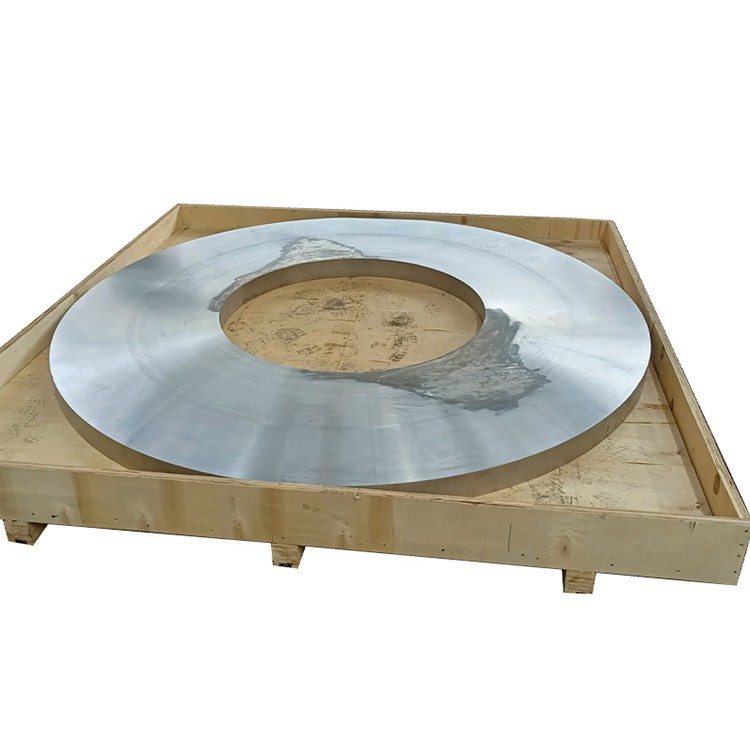
Grote diameter dikke ommuur aluminium gesmede ring
De dikke ommuurde aluminium legering van de grote diameter, als een belangrijke component in hightech velden zoals ruimtevaart, nationale verdediging en militaire industrie, heeft uitstekende kenmerken zoals hoge sterkte, lichtgewicht, corrosiebestendigheid, en gemak van het verwerken van .}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}} het hanteert geavanceerde smeden technologie en is precisie geproduceerd en is nauwkeurig geproduceerd en is van meerdere processen, die aan de gevolgen is voor het gebruik van applicatievereisten {}}}.
Productenbeschrijving
1. Materiaaloverzicht en productieproces
Large diameter thick-walled aluminum forged rings are extremely vital structural components in modern high-end industries, widely used in large-scale equipment and systems that demand the highest levels of load-bearing capacity, fatigue resistance, fracture toughness, dimensional stability, and lightweighting. Compared to ordinary aluminum alloy rings, the characteristics of "thick-walled" and "large diameter" Hoge hogere en complexere vereisten opleggen aan materiaalselectie, smelten en gieten, smeedprocessen en warmtebehandelingscontrole, zodat hun interne structuur uniform, dicht, defectvrij is en in staat is om uitstekende algemene mechanische eigenschappen te handhaven, zelfs in dikke secties .
Veel voorkomende aluminiumlegeringsklassen: Grote diameter dikwandige gesmede ringen hebben specifieke vereisten voor legering-hargelijkheid en gevoeligheid voor dikte-effecten .
Ultra-hoge sterktelegeringen (e . g ., 7050, 7075, 7049, 2024): Deze legeringen handhaven hoge sterkte en goede taaiheid, zelfs in dikke secties, met 7050 en 7049 die bijzonder de voorkeur hebben voor hun uitstekende door-dikte eigenschappen en stresscorrosieweerstand, voornamelijk gebruikt in ruimtevaart, verdediging en hogedrukapparatuur .
Hoge corrosiebestendige/cryogene legeringen (e . g ., 5083, 5a06): In mariene engineering, cryogene opslagtanks en grote drukvaten hebben deze legeringen de voorkeur vanwege hun uitstekende corrosieweerstand, cryogene taaiheid en lasbaarheid .
Algemene hoge krachtlegeringen (e . g ., 6061, 6082): Gebruikt voor algemene industriële structuren die relatief hoge sterkte vereisen en tegelijkertijd goede bewerkbaarheid en kosten in evenwicht brengen .
Premium smeedproces voor ringen met een dikke muur met een grote diameter: Het produceren van een dikke muur met een grote diameter aluminium gesmede ringen is een van de meest uitdagende taken in aluminium smeden . De complexiteit van procescontrole ligt in het waarborgen van dekernkwaliteitEnuniformiteit van eigenschappenin dikke sensies:
Smelt en ingot voorbereiding:
De hoogste zuivere primaire aluminium en legeringselementen worden gekozen om een precieze samenstelling en extreem lage onzuiverheidsniveaus te garanderen .
The most advanced melting, refining, filtering, degassing (e.g., SNIF, vacuum degassing), and electromagnetic stirring technologies are employed to achieve ultra-high cleanliness and low hydrogen content in the melt, which is crucial for ensuring no inclusions or pores within thick-walled forgings.
Ultra-large diameter en gewicht ingots worden geproduceerd met behulp van grote directe chill (DC) gietsystemen . Het gietproces vereist nauwkeurige controle van stollingsnelheden en koelcondities om een uniforme en fijne as-cast structuur te verkrijgen, waardoor segregatie .
Ingot homogenisatiebehandeling:
Gigantische ingots ondergaan een lange duur (meestal tientallen tot honderden uren), multi-fasen, nauwkeurig gecontroleerde homogenisatie-anneringsbehandeling . Het doel is om ernstige macrosegregatie en grove dendritische structuren te elimineren, en het verbeter van de ingevoegde grootte van de ingevoegde grootte van de ingewijde grootschalige grootte van de ingeving, het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico van het risico op een grootschalige grootschalige grootschalige. Cracking .
Billet voorbereiding en inspectie:
Het ingot -oppervlak ondergaat diepe reiniging (zware scalperen of frezen) om potentiële oppervlaktedefecten en oppervlaktesegregatie . grondig te verwijderen
Vóór het smeden ondergaat de Ingot 100% uitgebreide, hoge resolutie ultrasone inspectie . Voor dikwandige singings, inspectievereisten voldoen doorgaans aan de hoogste ruimtevaartnormen (e . g ., AMS 2630 Klasse AA of SAE ARP 1924 Level A), No Microscopic Defects Internall
Voorverwarmen: het ingot of de voorvorm is uniform verwarmd tot het precieze smeden temperatuurbereik . Voor dikke muurde delen, is het voorverwarmende tijd langer om ervoor te zorgen dat de kerntemperatuur een uniforme toestand bereikt, waardoor overmatige temperatuurverschillen tussen het oppervlak en de kern kunnen leiden tot .}
Smede-sequentie (kernfocus op vervorming door de dikte en korrelstroomcontrole):
Gebruik van grote apparatuur: Zware hydraulische persen van meer dan tienduizend ton (zelfs tienduizenden tonnen) en ringrol-machines met ultra-grote diameter zijn onmisbaar om voldoende vervormingskracht aan te brengen op massieve, dikke biljetten, waardoor de kern ook volledige plastic vervorming ondergaat .}}}
Verontrustend en tekenen: De ingot ondergaat multidirectionele, meerdere verontrustende en tekenbewerkingen op de hydraulische pers . Dit breekt niet alleen de as-cast structuur af, maar zorgt ook voor een grondige smeden van de kern, het elimineren van interne porositeit en macrosegregatie en het vormen van voorlopige korrelstroom .
Piercing: Een voorlopige ringvormige structuur wordt gevormd door piercing met grote matrijzen en doorners . Dit proces maakt het materiaal verder verdicht, verfijnt de microstructuur en begint de korrelstroom . te begeleiden .
Ring Rolling Formation (sleutelproces): Uitgevoerd op ultra-large diameter verticale ringrol machines . ringrol is bijzonder cruciaal voor ringen met dik muur, omdat het simultaan radiale en axiale compressie toepast op de ring voorafgaand aan de ring, waardoor de gehele wanddikte voldoende vervorming en weigering is. Verbetering van de omtreksterkte, het leven van vermoeidheid en breuktaaiheid van ringen met dik muren . Het ringrolproces omvat meestal meerdere passen om uniforme vervorming te garanderen en centrale defecten te voorkomen .
Minimale reductieverhouding: Voor dikwandige smeedstukken moet de totale reductieverhouding meestal aanzienlijk hoger zijn dan voor gewone smeedstukken, waardoor volledige doorlopende smeeding, eliminatie van alle as-caste structuren en de vorming van geoptimaliseerde, geraffineerde korrelstroom . zorgen
Warmtebehandeling:
Oplossing Behandeling en blussen: During solution treatment of thick-walled forgings, it's crucial to ensure uniform temperature across the entire section and sufficient soaking time. Quenching is the biggest challenge, requiring powerful cooling capabilities (e.g., high-velocity water quenching, polymer quenching) to ensure the core of the thick wall also achieves a sufficient quench rate, forming a uniform oververzadigde vaste oplossing . Elke niet-uniforme of onvoldoende blussen zal de uiteindelijke mechanische eigenschappen ernstig beïnvloeden .
Verouderingsbehandeling: Single-podium of meerstage kunstmatige veroudering wordt uitgevoerd, afhankelijk van de legeringscijfer . voor 7xxx-serie dikwandige smeekbeden, T73/T74 Overting-behandelingen worden doorgaans gebruikt om een kleine hoeveelheid sterkte te offeren in ruil voor uitstekende weerstand tegen stresscorrosie (scc) en scc) en exfoliatiehoogte.
Resterende stressverlichting: Restspanningen in een dikke muur met een dikke muur van een grote diameter na uitdoving zijn extreem hoog . stressverhaalmaatregelen zoals stretchen (Txx51), compressie (TXX52) of trillingsveroudering moet worden aangenomen om de machinevermindering te verminderen en SCC-resistentie te verbeteren .} .
Afwerking en inspectie:
Daaropvolgende precieze bewerking (ruwheid, semi-afwerking) wordt uitgevoerd om de spanningslaag van het oppervlak te verwijderen en dimensionale nauwkeurigheid te garanderen .
Ten slotte worden de meest stringente uitgebreide niet-destructieve testen en microstructurele analyse uitgevoerd om ervoor te zorgen dat het product voldoet aan de hoogste industriële normen en klantprestatievereisten .
2. Mechanische eigenschappen van grote diameter dikwandige aluminium gesmede ringen
De mechanische eigenschappen van een dikke muren met een grote diameter aluminium gesmede ringen zijn kernindicatoren van hun betrouwbaarheid . Dankzij precieze smeden en warmtebehandelingsprocessen behouden ze uitstekende algemene eigenschappen, zelfs in dikke secties:
|
Type eigenschap |
Prestatiebeschrijving |
Uniek voordeel van dikwandige smeedijen |
|
Hoge krachtretentie |
Minimaal verschil tussen kern- en oppervlaktesterkte in grote wanddiktes |
Goede vergoedbaarheid, hoge uitdovingsuniformiteit, geoptimaliseerd door dikke effect |
|
Uitstekende fractuurstuwheid |
Handhaaft hoge K1C -waarden, zelfs in dikke secties, waardoor de schadetolerantie wordt verbeterd |
Dichte microstructuur, fijne korrels, nauwkeurig gereguleerde neerslagverdeling |
|
Superieure vermoeidheidsprestaties |
Lange vermoeidheidsleven en lage vermoeidheidsscheurgroeisnelheid |
Korrelstroom sterk uitgelijnd langs de omtrek van de ring, geen as-cast defecten |
|
Hoge stress corrosie kraken (SCC) weerstand |
Vooral 7xxx -serie T73/T74 -temperaturen presteren uitstekend in dikke secties |
Nauwkeurige overtuigingbehandeling, effectieve resterende stressverlichting |
|
Sterk gecontroleerde anisotropie |
Optimale omtrek (tangentiële) eigenschappen, kleine en gecontroleerde verschillen in radiale en axiale eigenschappen |
Multi-directioneel smeden en ringrollen zorgen voor een uniforme korrelstroom in alle richtingen |
|
Cryogene taaiheid |
5xxx -serie handhaaft een uitstekende taaiheid bij extreem lage temperaturen |
Geschikt voor cryogene vloeistofopslag- en transporttoepassingen |
Typisch prestatiebereik (afhankelijk van legering en humeur):
Ultieme treksterkte: 300 MPa - 600 MPA
Opbrengststerkte (0,2%): 200 MPa - 550 MPA
Verlenging: 7% - 18%
Hardheid: 80 HB - 180 HB
Vermoeidheidsterkte (5 × 10⁷ cycli): 100 MPa - 200 mpa
Breukstuwheid (k1c): 25 mpa√m - 45 mpa√m (superieur doordrenkte effect in vergelijking met vergelijkbare platen)
Eigendomsuniformiteit:
Een prominente functie van een dikke wandelige smeedstukken met een grote diameter is hun hoge uniformiteit van eigenschappen over de hele sectie (van oppervlakte tot kern), dankzij gespecialiseerde smedenprocessen en quench-besturingselement . kern-naar-oppervlakte hardheidsvariatie wordt typisch gecontroleerd binnen 5 HB .}
Restspanning wordt meestal geminimaliseerd door TXX51/TXX52 -behandelingen om de stabiliteit van het bewerking te garanderen en SCC -weerstand te verbeteren .
3. microstructurele kenmerken
De microstructuur van een dikke muren met een grote diameter aluminium gesmede ringen is de fundamentele garantie voor hun uitstekende prestaties, met bijzondere nadruk op de uniformiteit en dichtheid van korrels en neerslaat in dikke secties .}
Belangrijke microstructurele kenmerken:
Volledig gesmede korrelstructuur en korrelstroom:
Volledige eliminatie van grove as-gegoten korrels en dendritische segregatie, die fijne, gelijkwaardig en/of langwerpige, uniforme herkristalliseerde korrels vormen langs de vervormingsrichting .
Korrelstroom: Tijdens multidirectionele smeed- en ringrollen zijn de metalen korrels intens uitgerekt en vormen een continue vezelachtige structuur langs de geometrie van de ring en primaire stressrichtingen .}} voor dikke muur ringen, terwijl het effectief rekingshoogte is, terwijl de effectieve rekte zich in de korrelstroom heeft geoptimeerd. grenzen .
Dispersoids: Fijne dispersoïden gevormd door micro-legeringselementen (E . g ., Zr, Cr, Mn) Pinnen korrelgrenzen effectief bij hoge smeed- en warmtebehandelingstemperatuur, waardoor een overmatige korrelgroei wordt geremd en een fijngrens-microstructuur . remmende, een fine-geklaarde microstructuur . remmende.
Extreem hoge dichtheid en eliminatie van defecten:
De immense triaxiale druk die tijdens het smeedproces wordt uitgeoefend, sluit alle interne defecten die zich kunnen voordoen tijdens het gieten, zoals micro-porositeit, krimpholtes en gasporiën, het bereiken van de bijna-theeletische dichtheid intern en aanzienlijk verbetering van materiaalbetrouwbaarheid .
Primaire intermetallische verbindingen en onzuiverheidsfasen worden effectief afgebroken en uniform verspreid, waardoor hun schadelijke effecten worden verminderd .
Uniforme verdeling van versterkingsfasen (neerslag):
Precieze controle over oplossingsbehandeling en veroudering zorgt voor uniforme neerslag en distributie van het versterken van fasen (E . g ., mgzn₂ in 7xxx-serie, al₂cumg in 2xxx-serie) gedurende de gehele dikke sectie, daarbij de kern, de kern van mechanische eigenschappen van de hele component van de hele component van de gehele component van de hele component van de hele component van de gehele component van de gehele component van de hele component van de hele component.
Korrelgrens neerslagmorfologie en verdeling worden strikt gecontroleerd, vooral in T73/T74 -overage temperaturen, waar grovere en discontinue korrelgrensprecipitaten worden gevormd, waardoor weerstand tegen stresscorrosiescheuren en exfoliatieforrosie . wordt gemaximaliseerd.
Metallurgische netheid:
Melten- en giettechnologieën voor ruimtevaartkwaliteit zorgen voor een extreem lage niet-metalen inclusie-inhoud, die voldoet aan de strenge reinheidseisen, wat cruciaal is voor het verbeteren van de fractuurhoogte en het leven van vermoeidheid .
4. Dimensionale specificaties en toleranties
Grote diameter dikwandige aluminium gesmede ringen zijn meestal zeer groot in grootte, waarvoor gespecialiseerde ultra-grote apparatuur nodig is voor productie en inspectie .
|
Parameter |
Typisch productiebereik |
Commerciële tolerantie (as-gesmeed) |
Precisietolerantie (bewerkt) |
Testmethode |
|
Buitendiameter |
1000 mm - 8000+ mm |
± 0,5% of ± 10 mm (welke groter is) |
± 0,1 mm tot ± 0,8 mm |
CMM/laserscan |
|
Binnendiameter |
800 mm - 7900+ mm |
± 0,5% of ± 10 mm (welke groter is) |
± 0,1 mm tot ± 0,8 mm |
CMM/laserscan |
|
Wanddikte |
100 mm - 1200+ mm |
± 3% of ± 10 mm (welke groter is) |
± 0,2 mm tot ± 1,0 mm |
CMM/laserscan |
|
Hoogte |
100 mm - 1500+ mm |
± 3% of ± 10 mm (welke groter is) |
± 0,2 mm tot ± 1,0 mm |
CMM/laserscan |
|
Vlakheid |
N/A |
0,5 mm/meter diameter |
0,1 mm/meter diameter |
Flatheidsmeter/CMM |
|
Concentriciteit |
N/A |
0,5 mm |
0,1 mm |
Concentriciteitsmeter/CMM |
|
Oppervlakteruwheid |
N/A |
Ra 12.5 - 25 μm |
Ra 1.6 - 6.3 μm |
Profilometer |
Aanpassingsmogelijkheden:
Als zeer aangepaste producten kunnen ze volledig worden ontworpen en vervaardigd volgens de gedetailleerde technische tekeningen en prestatie-eisen van de klant, inclusief niet-circulaire ringen, conische ringen en complexe ringen met flenzen of groeven .
Typisch aangeboden in ruwe bewerkte of semi-finish bewerkte omstandigheden om gemak en precisie te garanderen voor latere klantbewerking en om de oppervlakte-stresslaag te verwijderen .
5. Temperaanduidingen en warmtebehandelingsopties
Warmtebehandeling van een dikke muurde aluminium gesmede ringen met een grote diameter is cruciaal voor het bereiken van hun prestaties, met strikte specificaties voor verschillende legeringsklassen en toepassingsvereisten .
|
Temperatuurcode |
Procesbeschrijving |
Van toepassing op |
Belangrijkste kenmerken |
|
O |
Volledig gegloeid, verzacht |
Alle aluminiumlegeringen |
Maximale ductiliteit, laagste sterkte, gemakkelijk voor koud werken |
|
H112 |
Pas afgeplat na het smeden |
5xxx -serie |
Behoudt gesmede microstructuur en restspanning, matige sterkte, goede corrosieweerstand |
|
H321/H116 |
Gestabiliseerd na het smeden |
5xxx -serie |
Uitstekende stresscorrosie en scrub -weerstand, hogere sterkte dan H112 |
|
T6 |
Oplossingswarmte behandeld, vervolgens kunstmatig verouderd |
2xxx, 6xxx, 7xxx -serie |
Hoogste sterkte, hoge hardheid, maar hoge SCC-gevoeligheid in dikke muurde delen |
|
T73/T74 |
Oplossingswarmte behandeld, vervolgens overgewaardeerd (tweetraps of multi-fase) |
7xxx-serie (vooral dikke muren) |
Iets lagere sterkte dan T6, maar uitstekende stresscorrosie en peelingweerstand, hoge fractuurstuwheid |
|
T76 |
Oplossingswarmte behandeld, vervolgens speciaal verouderd |
7xxx -serie |
Goede algemene eigenschappen, weerstand met hoge stresscorrosie |
|
T79 |
Speciale warmtebehandeling voor 7xxx legeringen |
7xxx -serie (hoge sterkte + hoge SCC -weerstand) |
Hoge sterkte en uitzonderlijk hoge stresscorrosieweerstand (nieuw ontwikkeld bui) |
Temper selectiebegeleiding:
Let voor dikke muurde smeedijen speciale aandacht aan:
7xxx -serie: T73, T74 en T79 Tempers hebben de voorkeur . Deze temperaturen, door precieze overages, verbeteren de weerstand tegen stresscorrosie kraken (SCC) en exfoliatie corrosie met behoud van hoge sterkte, en behouden van hoge sterkte, en tentoonstelling in dikke secties . t6 is in het algemeen niet aanbevolen of dikke sectie Toepassingen .
5xxx -serie: H116 en H321 Tempers zijn optimale keuzes . Ze bieden een hoge corrosieweerstand met goede sterkte en taaiheid door behandeling met stamharden en stabilisatie, met name geschikt voor mariene en cryogene omgevingen .
Resterende stressverlichting: Voor alle dikwandige smeedstukken worden stressverlichtingbehandelingen zoals stretchen (Txx51) of compressie (TXX52) meestal gebruikt om de blutende restspanning aanzienlijk te verminderen, de daaropvolgende bewerkingsvervorming te minimaliseren en SCC-weerstand te verbeteren .
6. Bewerking en fabricagekarakteristieken
Machinatie van een dikke muur met een dikke muur van aluminium vervalste ringen is een uitdagend proces, dat extreem krachtige en high-rigiditeitsmachine-gereedschappen vereist, evenals bewerkingsstrategieën die zijn aangepast voor hun grootte- en stresskenmerken .
|
Werking |
Gereedschapsmateriaal |
Aanbevolen parameterbereik |
Opmerkingen |
|
Omdraaiend |
Carbide, PCD |
Hoge snijsnelheid Vc =100-400 m/min, feed f =0.1-0.8 mm/rev |
Grote draaibanken, krachtige spindel, goede trillingsdemping, overvloedige koelvloeistof |
|
Frezen |
Carbide, HSS |
Hoge snijsnelheid Vc =150-600 m/min, voer per tand fz =0.08-0.5 mm |
Grote portiermolens/{5- Axismachines, grote diepte van gesneden, hoge voeding, efficiënte chipevacuatie |
|
Boren |
Carbide, DLC gecoat |
Gemiddelde snijsnelheid Vc =40-100 m/min, feed f =0.05-0.2 mm/rev |
Door koeloze oefeningen, het boren van diepe gaten vereist meerdere pikcycli, vermijd verstopping van chip |
|
Las |
Mig/tig/fsw |
Vuldraad- en afschermingsgas geselecteerd op basis van legeringsgraad |
5xxx/6xxx -serie zijn lasbaar; 2xxx/7xxx -serie hebben een slechte conventionele fusie -lasbaarheid, overweeg FSW of mechanische verbinding |
|
Koud werkend |
O Temper |
Goede ductiliteit, zorgt voor grote vervormingsprocessen |
T/H -temperaturen hebben een lagere ductiliteit, grote vervormingskoud werken niet aanbevolen |
Productiebegeleiding:
Hoog vermogen en hulpprogramma voor hoge rigiditeit machine: Bewerkingen met een dikke muren met een grote diameter vereist een extreem hoge spindelvermogen en een rigide machine-gereedschapsstructuur om significante snijkrachten en trillingen te weerstaan .
Rest stressmanagement: Vanwege hoge blussende restspanningen in dikwandige smeedstukken, moeten strategieën zoals multi-pass, symmetrische bewerking, balancerende snijkrachten en mogelijk multi-fasen stressverlichting warmtebehandelingen worden aangenomen tijdens ruwe bewerking .
Gereedschap en koeling: Gebruik scherpe en slijtvaste carbide- of PCD-tools, gecombineerd met high-flow, hogedrukkoelvloeistof om chips effectief te evacueren, de temperatuur van de snijzone te verminderen en de gereedschapsleven te verlengen .
Bewerkingsregeling voor bewerking: Precieze bewerkingspadplanning, redelijke snijparameters en effectieve klemschema's zijn cruciaal voor het beheersen van bewerkingsvervorming .
Oppervlaktekwaliteit: Hoge precisie en lage ruwheidsoppervlakken kunnen worden bereikt door afwerking, waardoor de noodzaak van daaropvolgende slijpen en polijsten . wordt verminderd,
7. corrosieweerstand en beveiligingssystemen
De toepassing van een dikke muurde aluminium gesmede ringen in een grote diameter in veeleisende omgevingen plaatst hogere vereisten voor hun corrosieweerstand, vooral met betrekking tot intern corrosiegedrag in dikke secties .
|
Corrosietype |
Typische prestaties |
Corrosietype zorgen en bescherming |
|
Atmosferische corrosie |
Goed |
Oppervlaktebehandeling, schoon onderhoud |
|
Zeewatercorrosie |
5xxx -serie uitstekend, andere series hebben bescherming nodig |
Anodiserende, krachtige coatings, kathodische bescherming, galvanische isolatie |
|
Stresscorrosie kraken (SCC) |
2xxx/7xxx T6 Sensitive, T73/T74/T79 Uitstekend |
Legering/temperatuur selectie (T7x), stressverlichting, oppervlaktebehandeling |
|
Peelbuiscorrosie |
2xxx/7xxx T6 Sensitive, T73/T74/T79 Uitstekend |
Legering/temperatuur selectie (T7x), korrelstroomcontrole, oppervlaktebehandeling |
|
Intergranulaire corrosie |
Kan optreden bij onjuiste warmtebehandeling of sensibilisatie |
Warmtebehandelingscontrole, samenstellingsregeling |
|
Putcorrosie |
Kan voorkomen in chloride-bevattende media |
Oppervlaktebehandeling, schoon onderhoud |
Beschermingssystemen:
Legering en humeur selectie: Selecteer legeringscijfers en warmtebehandelingstempers die zijn geoptimaliseerd voor specifieke corrosieve omgevingen uit de ontwerpfase, E . G ., 5xxx -serie H116/H321 voor mariene omgevingen, of 7xxx -serie T73/T74/T79 voor hoge sterkte met hoge scc/exfoliatieweerstand .
Oppervlaktebehandeling:
Anodiseren: Voor een dikke muren met een grote diameter, type II (zwavel) of type III (hard) anodiseren wordt meestal toegepast, waardoor een dikke, slijtvaste en zeer corrosiebestendige oxidefilm . wordt aangeboden .
Chemische conversie coatings: Serveer als uitstekende primers voor verf of lijmen, die basiscorrosiebescherming en hechting bieden .
Hoogwaardige schilder-/coatingsystemen: Multi-layer epoxy primer + polyurethaan topcoat-systemen worden gebruikt voor de meest ernstige mariene, industriële en militaire omgevingen . speciale coatings (e . g ., ceramische coatings) kunnen worden gebruikt voor specifieke functies .
Ontwerp en constructie: Vermijd watervallen, spleten en galvanische corrosie veroorzaakt door contact met ongelijksoortige metalen; Pas isolerende isolatie of kathodische bescherming toe indien nodig .
8. fysieke eigenschappen voor engineeringontwerp
De fysieke eigenschappen van een dikke muurde aluminium gesmede ringen met een grote diameter zijn van cruciaal belang voor het ontwerp van grote structuren .
|
Eigendom |
Typische waarde |
Ontwerpoverweging |
|
Dikte |
2.66 - 2.85 g/cm³ |
Extreme lichtgewicht ontwerp, optimalisatie van zwaartepunt en structurele belastingen |
|
Smeltbereik |
500 - 650 diploma |
Warmtebehandeling en speciaal lassen (e . g ., FSW) Parameterbesturing |
|
Thermische geleidbaarheid |
110 - 200 W/m·K |
Thermisch beheer, toepassing in warmtedissipatie of isolatiecomponenten |
|
Elektrische geleidbaarheid |
30 - 55% IACS |
Elektrische geleidbaarheid of afschermingsvereisten in elektrische apparatuur |
|
Specifieke warmte |
860 - 900 j/kg · k |
Thermische traagheid, berekening van de thermische schokrespons |
|
Thermische expansie (CTE) |
22 - 24 ×10⁻⁶/K |
Door temperatuur geïnduceerde dimensionale veranderingen in grote componenten, coördinatie van materiaalselectie |
|
Young's Modulus |
70 - 75 gpa |
Structurele stijfheid, vervorming en trillingsanalyse |
|
Poissons verhouding |
0.33 |
Structurele analyseparameter |
|
Dempingscapaciteit |
Matig-laag |
Trillingen en geluidsregeling, vereist integratie met structureel ontwerp |
Ontwerpoverwegingen:
Extreme lichtgewicht en structurele efficiëntie: Gebruikmakend van de lage dichtheid van aluminiumlegeringen en de hoge sterkte van de smeedstukken om maximale gewichtsvermindering te bereiken in een dikke muurde structuren met een grote diameter, wat cruciaal is voor het verbeteren van de prestaties van ruimtevaartvoertuigen, hogesnelheidsschepen en railtransport .
Laadoverdracht en spanningsconcentratie: De geoptimaliseerde korrelstroom en dichte microstructuur geleverd door Forging dragen bij aan een effectievere belastingoverdracht, verminderde spanningsconcentratie en verbeterde vermoeidheidsleven .
Schade Tolerantieontwerp: Hoge breuktaaiheid stelt componenten in staat om ontwerpbelastingen te weerstaan, zelfs met kleine defecten, waardoor de structurele veiligheidsmarge verhoogt .
Complexe omgeving aanpassingsvermogen: Het selecteren van de meest geschikte legering en warmtebehandelingstemper
Bewerkings- en montage -interfaces: Vereist precieze bewerking en strikte tolerantiebesturing om te zorgen voor een perfecte pasvorm met aangrenzende componenten .
9. Kwaliteitsborging & tests
Kwaliteitsborging en testen voor een dikke muurde aluminium gesmede ringen met een grote diameter zijn de meest kritieke stappen vóór de levering, met bijzondere nadruk op niet-destructieve testen van interne kwaliteit .
Standaard testprocedures:
Grondstof volledige levenscyclus traceerbaarheid: Van ingot tot eindproduct, alle productiebatches, procesparameters en testresultaten zijn traceerbaar .
Analyse van chemische samenstelling: Met behulp van optische emissiespectrometrie, röntgenfluorescentie-analyse, enz. ., om ervoor te zorgen dat alle belangrijke elementen en onzuiverheidsinhoud voldoen aan normen, met een extreem strikte tolerantiebesturing voor sleutelelementen (e . g ., Zn, mg, cu, zr, zr) {EM, zr) {EM, zr) {EM)
Smelt- en ingot -kwaliteitscontrole: Online detectie van waterstofgehalte, inclusiebeoordeling (door methoden zoals sep 1920/1940 of DDA-P9TF40), Ingot macrosegegatie-inspectie, korrelgrootte evaluatie .
Smeden procesmonitoring: Real-time opname en monitoring van smeden temperatuur, druk, vervormingshoeveelheid en vervormingssnelheid om te zorgen voor grondige smeden .
Warmtebehandelingsproces Monitoring: Uniformiteit van de oventemperatuur (meestal voldoet aan AMS 2750E Klasse 1 of 2), oplossing Temperatuur en tijd, blussnelheid, verouderingscurve, enz.
Dimensionale en geometrische nauwkeurigheidsinspectie: Uitgebreide inspectie van buiten- en binnendiameters, wanddikte, hoogte, vlakheid, concentriciteit, rondheid, en alle andere kritische dimensies en geometrische toleranties met behulp van ultra-groot, zeer nauwkeurige coördinaatcoördinaat Measuring machines (CMMS) of laserscansystemen .}
Mechanische eigenschapstests:
Bemonstering: Voor dikke muurde singings zijn de monsterlocatie en kwantiteit van cruciaal belang .} monsters moeten doorgaans worden genomen uit de binnen-, middelste en buitenste diameters van de ring, en bij verschillende hoogtes/wanddikte diepten, en getest in multi-richtingen (radiaal, omtrek/tangent en axiaal) om te evalueren.
Tests: Ultieme treksterkte, opbrengststerkte, verlenging, vermindering van het gebied, hardheid, impact taaiheid, vermoeidheidssterkte, groeisnelheid van vermoeidheid (da/dn), breuktaaiheid (k1c) .
Speciale tests: Stress Corrosion Cracking (SCC) Tests (E . g ., C-ring, SSRT, geladen bundeltests, vooral voor 7xxx-serie T73/T74/T79), exfoliatie Corrosion (Exco, Exco, Exco, Exco, Exco, Exco, Exco, Exco, Exco, Exco, Exco, ASTM G34).
Niet -destructieve testen (NDT):
Ultrasone tests: 100% full-volume, multi-angle, high-sensitivity ultrasonic inspection of the entire ring. For thick-walled parts, this is the most critical method for detecting minute internal inclusions, porosity, cracks, grain boundary defects, and intergranular corrosion, requiring compliance with the highest aerospace-grade standards (e . g ., AMS 2630 Klasse AA) .
Penetrant -testen: Detecteert oppervlakte-brekende defecten op alle bewerkte oppervlakken .
Eddy Current Testing: Detecteert oppervlakte- en nabije oppervlakdefecten, zoals micro-cracks en hardheid niet-uniformiteit .
Radiografische testen (optioneel): Voor het opnieuw inspecteren van interne defecten in specifieke kritieke gebieden of aanvullende verificatie .
Microstructurele analyse: Metallografisch onderzoek om de korrelgrootte, korrelstroomcontinuïteit, mate van herkristallisatie, neerslagmorfologie en verdeling, korrelgrensstructuur, defecttypen en maten, enz. . te evalueren, om de naleving van metallurgische normen te waarborgen .
Oppervlakteruwheidsmeting.
Normen en certificeringen:
Voldoen aan de strengste internationale en industriële normen, zoals AMS (Aerospace Material Specifications), ASTM B247, ISO, EN, GB/T, enz. .
Certificeringen van kwaliteitsmanagementsysteem: ISO 9001, AS9100 (Aerospace), NADCAP (speciale processen, zoals warmtebehandeling, NDT) .
Uitgebreide EN 10204 Type 3 . 1 of 3.2 Materiaaltestrapporten worden verstrekt, en onafhankelijke certificering van derden kan worden geregeld op verzoek van het klant.
10. Toepassingen en ontwerpoverwegingen
Grote diameter dikwandige aluminium gesmede ringen zijn het voorkeursmateriaal in extreme en kritieke toepassingsvelden vanwege hun ongeëvenaarde uitgebreide prestaties en betrouwbaarheid .
Primaire toepassingsgebieden:
Ruimtevaart:
Vliegtuigmotoromhulsels: Zoals ventilatorgevallen, compressorgevallen, turbinevallen, met hoge temperaturen, hoge snelheid rotatie en hoge druk .
Grote landingsgestel structurele ringen: Onderworpen aan massale impact en vermoeidheid laadt .
Raket- en raketstructuren: Interstage Connecting Rings, Motor Thrust Frames, Guidance Rings, die ultieme sterkte en lichtgewicht vereisen .
Ruimtestation en satelliet kritische structuren: Load-d-doding ringen, dockingmechanisme ringen .
Energie -industrie:
Kerncentrale kerncomponenten: Containment Connect -ringen, hoofdflenzen van het drukvat, waarvoor extreem hoge betrouwbaarheid en corrosieweerstand vereist .
Windturbine hoofdschachtflenzen en torenaansluitingsringen: Onderworpen aan immense windbelastingen en vermoeidheid laadt .
Grote drukvaten en flenzen van opslagtank: Voor chemisch, petrochemisch, LNG (vloeibaar aardgas) opslag en transport, waarvoor een hogedruklagercapaciteit en cryogene taaiheid vereist .
Ultrahoge druk waterstofbrandstoftankringen: Uiterst veeleisende vereisten voor weerstand van waterstofbrosheid en vermoeidheidsleven .
Mariene engineering:
Diepzees onderlinge drukromp verbindingsringen: Onderworpen aan extreem hoge externe waterdruk .
Kritische ondersteuningsringen voor offshore -boorplatforms: Uitstekende weerstand van zeewatercorrosiebestendigheid en belastingdragende capaciteit .
Grote structurele schipstructuurringen: Zoals het arresterende tandwielconstructies voor vliegdekschip, componenten van het landingsversnelling van vliegdekschip .
Militair veld:
Grote artillerie -pistoolbevestigingen en torentje races: Handstand Massieve terugslag en impact .
Kritische laaddragende ringen voor zware gepantserde voertuigen.
Raketlanceringsbuisringen.
High-end zware machines:
Grote lagerraces: Zoals voor tunnelboormachine hoofdlagers .
Grote versnellingsplants, ringwielen.
Ontwerp voordelen:
Ultieme sterkte-gewichtsverhouding: Voldoen aan of zelfs het overschrijden van de sterkte van het staal en tegelijkertijd een aanzienlijke gewichtsvermindering bereiken, wat cruciaal is voor het verbeteren van de transportefficiëntie en het verminderen van energieverbruik .
Ongeëvenaarde betrouwbaarheid en veiligheid: Het smedenproces elimineert volledig gietdefecten, gecombineerd met strikte kwaliteitscontrole en NDT, waardoor de veiligheid op lange termijn van componenten onder de meest ernstige belastingen en omgevingen wordt gewaarborgd .
Uitstekende schade -tolerantie: Hoge breuktaaiheid en weerstand tegen vermoeidheidspropagatie stellen componenten in staat om veilig voor een periode te werken, zelfs met kleine defecten, waardoor waardevolle veiligheidsmarges worden geboden .
Superieure aanpassingsvermogen: Vooral legeringen geoptimaliseerd voor cryogenic (e . g ., lng) en zeer corrosief (bijv. ., mariene) omgevingen, die prestaties vertonen door staal .
Dimensionale stabiliteit: Door resterende stressverlichting, zorgt voor een hoge dimensionale nauwkeurigheid van grote ringen tijdens precieze bewerking en langetermijnservice .
Ontwerpbeperkingen en uitdagingen:
Extreem hoge kosten: Vereist gigantische smedenapparatuur, complexe procescontrole, dure grondstoffen en strenge kwaliteitsinspectie, wat leidt tot aanzienlijk hogere initiële kosten dan andere materialen en productieprocessen .
Lange productiecyclus: Complexe smeden en warmtebehandelingsprocessen en lange inspectieprocedures leiden tot uitgebreide productiecycli .
Bewerkingsproblemen: Algleren met hoge sterkte hebben hoge snijkrachten en zijn vatbaar voor restspanningen, die extreem hoge vereisten opleggen aan machinetoolvermogen, stijfheid en bewerkingsstrategieën .
Lasbaarheid: De meeste ultrahoogte aluminiumlegeringen (vooral 7xxx-serie) hebben een slechte conventionele fusie-lasbaarheid, beperkende verbindingsmethoden; Mechanische verbinding of solid-state verbindingstechnieken (e . g ., FSW) zijn vaak vereist .
Prestaties op hoge temperatuur: Aluminiumlegeringen zijn over het algemeen niet goed bestand tegen hoge temperaturen; Lange termijn bedrijfstemperaturen zijn beperkt tot onder 120-150 diploma, waarboven mechanische eigenschappen aanzienlijk zullen degraderen .
Economische en duurzaamheidsoverwegingen:
Totale levenscycluswaarde: Ondanks een hoge initiële investering, hun ultrahoge prestaties, extreem lange levensduur en gewichtsvermindering die leiden tot operationele kostenbesparingen in kritieke toepassingen bieden aanzienlijke economische voordelen ten opzichte van de hele levenscyclus van het product .
Resource -efficiëntie: Smeden, als een bijna-net vormproces, vermindert effectief grondstofafval; De hoge recyclebaarheid van aluminium is ook aangelijnd met principes van circulaire economie .
Milieuvoordelen: Lichtgewicht van het product leidt rechtstreeks tot verminderd energieverbruik en koolstofemissies, wat positief bijdraagt aan milieubescherming .
Populaire tags: Grote diameter dikke ommuurde aluminium gesmede ring, China grote diameter dikke ommuur aluminium gesmede ringfabrikanten, leveranciers, fabriek






Aanvraag sturen